Overhaul of Large Prairie 4110
1st December, 2021 by Simon Bending in Workshop Blog
.jpg)
Volunteers at East Somerset Railway have an exciting new project for 2020 with the arrival of Ex GWR Large Prairie 4110 2-6-2T which arrived at the Cranmore site today after being transported from the Dartmouth Steam Railway.
The East Somerset Railway will begin three years of restoration work followed by a three year period when the ESR will be able to use the loco to haul their passenger trains.
4110 was built at Swindon Works in 1936 and withdrawn from service in 1965. After languishing at Barry scrapyard until 1979 it was sold to the West Somerset Railway in 2015, remaining at Minehead until February last year when, due to lack of funding for the restoration work, it was sold to the Dartmouth Steam Railway.
February 27th 2022
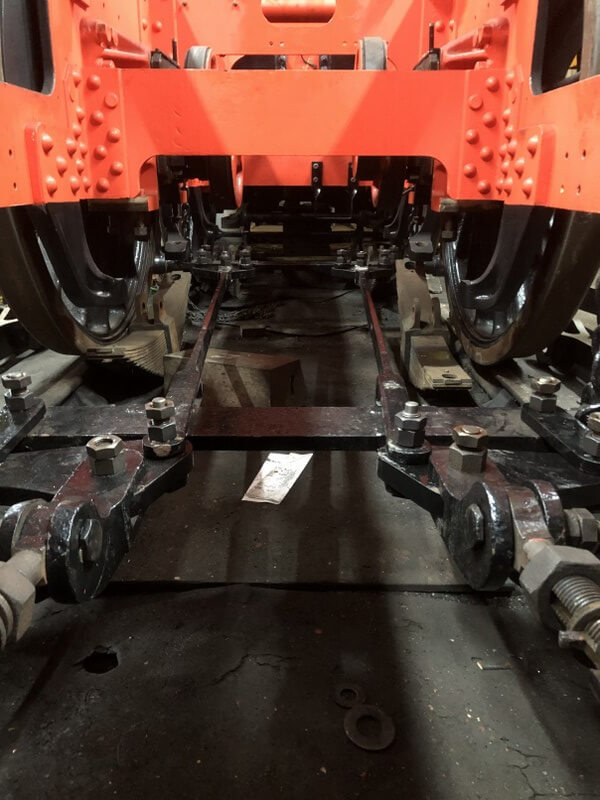
Lots of activity to report from last weekend!
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
August 3rd 2021
Work on the new tanks and the boiler are progressing very well. The tanks are being made in situ on the frames. This has the benefits of being a perfectly level place to build them, we know that they will fit, and most importantly they don’t occupy huge amounts of floorspace in our workshop!
The tanks are riveted together on the outside but will be welded on the inside.
The boiler has had the refurbished foundation ring refitted and the formed throatplate and doorplate sections have been trimmed and trial fitted.






November 30th 2021
We've been making lots of noise in the workshop recently with the foundation ring on the boiler now riveted! These photos show the team in action and the finished results.
Jeff has also made some great progress with the new tanks and they will soon be removed to be finished off the loco.
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
May 25th 2021
4110 Progress
It has been a few weeks since our last blog post so this one shows quite a lot of progress!
The bunker has now been completed and fitted and a start has been made on the tanks.
On the boiler, the last of the wasted plates have been cut away and the foundation ring removed. A start has been made on forming the new sections of boiler plate ready to be refitted.















March 23rd 2021
With the crown stays now complete, the boiler has been turned enabling work to continue on the platework around the foundation ring. This has also freed up workshop floor space to enable the bunker to start being assembled.











February 13th 2021
Some progress to report on 4110!
With the current lockdown measures in place we do not have anything like our full complement of volunteers working but we are still making progress as these photos show, taken over the last couple of months.





October 7th 2020
Another major milestone in 4110’s overhaul this week as the frames are rewheeled!
These photos show some of the work leading up to the rewheeling over the past few weeks.






September 11th 2020
More progress to report on 4110.
Work on the boiler has continued with both side sheets now removed. All of the side stays are now drilled out ready for reaming.
The new feedwater trays for the boiler have been made and trial fitted, a start has been made on the backhead cladding and work on the axleboxes continues.
Pic 1108. The brand new feedwater trays have been folded and welded and together with the new brackets have been trial fitted together. These will be fitted inside the boiler at a later date.
Pic 1111. As the axleboxes come off the machining production line they are trial fitted into their respective horns.
Pic 0952. New cab floor steel profiles have been trial fitted along with the new vacuum reservoir.
Pic 1117. Steve is seen here reaming the stay holes ready for tapping. Inside the firebox is Dave guiding the end of the reamer and handing it back out to Steve ready to do the next hole!
Pic 1459. Martin has been assembling and trial fitting the new backhead cladding.





August 11th 2020
It’s been several weeks since the last blog but that’s not because we’ve not been busy as these pictures will show!
With the horn grinding finished we invited Andy Forster back with his optical equipment to provide accurate measurements used to determine the axle centres and to prove that our horns were now in fact perfectly square. With this data, we could set up our dummy axle centres and take all of the measurements required to machine the axleboxes correctly.
















July 9th 2020
This week we have set up the horn grinder to true up all the horn faces. Our machine is set up using Andy Forster’s optical alignment gear ensuring that the finished faces are perfectly upright, flat, parallel and square to the frames. This enables the axle centres to be positioned with great accuracy ensuring the loco will run smoothly.




July 5th 2020
It’s been quite a while since our last update on 4110. Throughout lockdown we managed to have just a few of us working from home including Nigel machining in his home workshop, Mac continuing with his window frames and Steve producing quite a few CAD drawings.
As soon as lockdown restrictions eased enough to enable our workshop staff to safely return we were able to pick up where we had left off a few months previous. We have a number of Covid related processes in place and the work is carefully planned and risk assessed to ensure social distancing is possible.
Just before lockdown Tom did the honours shotblasting the boiler. Last week the boiler was examined by the insurance inspector and a two day NDT survey was carried out checking for plate thickness and for any cracking. As suspected, much of the platework around the foundation ring level is wasted and will be renewed but the good news is that no other defects were found.
Dave and Steve have been making great progress over the past couple of weeks drilling out all the steel side and crown stays.
Jeff has made two new tank balance pipes and the new vacuum reservoir.
Malcolm, Jon and Phil have been progressing the frames cleaning up, needlegunning and priming.
Matt has finished machining the repaired horn ties which have now been refitted to enable the horn grinding to take place next week.

















February 24th, 2020
Last week we hired the cranes to lift the boiler and the frames off the wheels. Since then we have removed the axleboxes ready for inspecting.







February 4th 2020
4110's first few days - the cab, bunker, tanks and larger items have been removed ready for the work to begin.


.JPG)
.jpg)
.jpg)